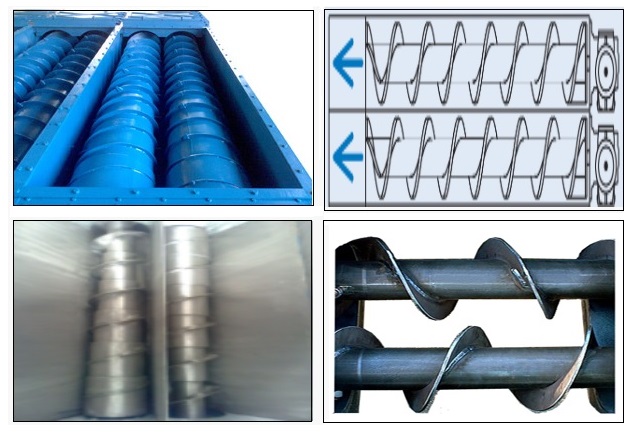
Our organization is engaged in offering a quality range of Twin Conveyor, which is widely used to handle different process requirements. Thus, our range meets the requirements of food, chemical and pharmaceutical industries across the globe.
The twin conveyor offered by us can efficiently handle a wide range of material like:
- Materials at extreme temperatures (high or low)
- Materials that contain lumps
- Materials that require high containment
- Highly corrosive materials
- Systems operating under pressure or vacuum
Features:
- Large inlet to promote the flow of difficult material
- Smooth and even discharge characteristics
- Significant savings in headroom
- Superb easy clean facilities
- Hygienic dull polish finish